







دستگاه پانچ هیدرولیک CNC با سرعت بالا برای تیرک کامیون PP1213A PP1009S




| خیر. | مورد | پارامتر | ||
| PP1213A | PP1009S | |||
| 1 | نیروی مشت زدن | ۱۲۰۰KN | ۱۰۰۰KN | |
| 2 | حداکثربشقاباندازه | ۸۰۰×۳۵۰۰ ۸۰۰×۷۰۰۰میلیمتر (موقعیتیابی ثانویه) | ||
| 3 | بشقابمحدوده ضخامت | 4~12mm | 4~12mm | |
| 4 | ایستگاه پانچ | شماره ماژول | 13mm | 9mm(۵ تای بالا، ۴ تای پایین) |
| حداکثر قطر پانچ | φ60 | φ50 | ||
| 5 | اندازه پانچ(mm) | φ9،φ11،φ13،φ15،φ17،φ21،φ22،φ30،φ34،φ36،φ45،φ50،φ60 (مجموعهای از قالب با ضخامت ورق ۸ میلیمتر) | φ9،φ11،φ13،φ15،φ17،φ21،φ25،φ30،φ35 (شامل مجموعهای از قالبها با ضخامت صفحه ۸mm) | |
| 6 | تعداد ضرباتدر هر دقیقه | >42 | <42 | |
| 7 | وارپیجوسعت | <2mm | <25 | |
| 8 | تعداد گیرهها | 3 | ||
| 9 | فشار سیستم | Hفشار بالا | ۲۴ مگاپاسکال | |
| Lفشار پایین | 6 مگاپاسکال | |||
| 10 | Aفشار مادون قرمز | 0.5 مگاپاسکال | ||
| 11 | قدرت موتور پمپ هیدرولیک | ۲۲ کیلووات | ||
| 12 | توان سروو موتور محور X | ۵ کیلووات | ||
| 13 | توان سروو موتور محور Y | ۵ کیلووات | ||
| 14 | ظرفیت کل | 55کیلوولت آمپر | ||

۱. بستر دستگاه ماشینهای سنگین از ساختار جوشکاری ورق فولادی با کیفیت بالا استفاده میکند. پس از جوشکاری، سطح آن رنگآمیزی میشود تا کیفیت سطح و قابلیت ضد زنگ بودن ورق فولادی بهبود یابد. قطعات جوشکاری بستر تراش، پیرسازی حرارتی میشوند تا تنش جوشکاری تا حد امکان از بین برود.

2. دستگاه دارای دو محور CNC است: محور x حرکت چپ و راست گیره، محور Y حرکت جلو و عقب گیره است و میز کار CNC با استحکام بالا، قابلیت اطمینان و دقت تغذیه را تضمین میکند.
۳. شفت محرک X. Y از پیچ ساچمهای دقیقی برای اطمینان از دقت انتقال استفاده میکند.
4. محورهای X و Y از ریل راهنمای خطی دقیق استفاده میکنند که بار زیادی را تحمل میکند، دقت بالایی دارد، طول عمر ریل راهنما زیاد است و میتواند دقت بالای دستگاه را برای مدت طولانی حفظ کند.
۵. موتورهای محرک محور x و محور y توسط سروو موتورهای AC آلمانی هدایت میشوند. محور Y بازخورد موقعیت حلقه نیمه بسته را محقق میکند.
۶. دستگاه با ترکیبی از روانکاری متمرکز و روانکاری غیرمتمرکز روانکاری میشود، به طوری که دستگاه همیشه در شرایط کاری خوبی قرار دارد.
7. میز کار CNC مواد متحرک به طور مستقیم روی پایه ثابت شده است و میز کار مجهز به یک توپ انتقال جهانی است که از مزایای مقاومت کم، سر و صدای کم و نگهداری آسان برخوردار است.
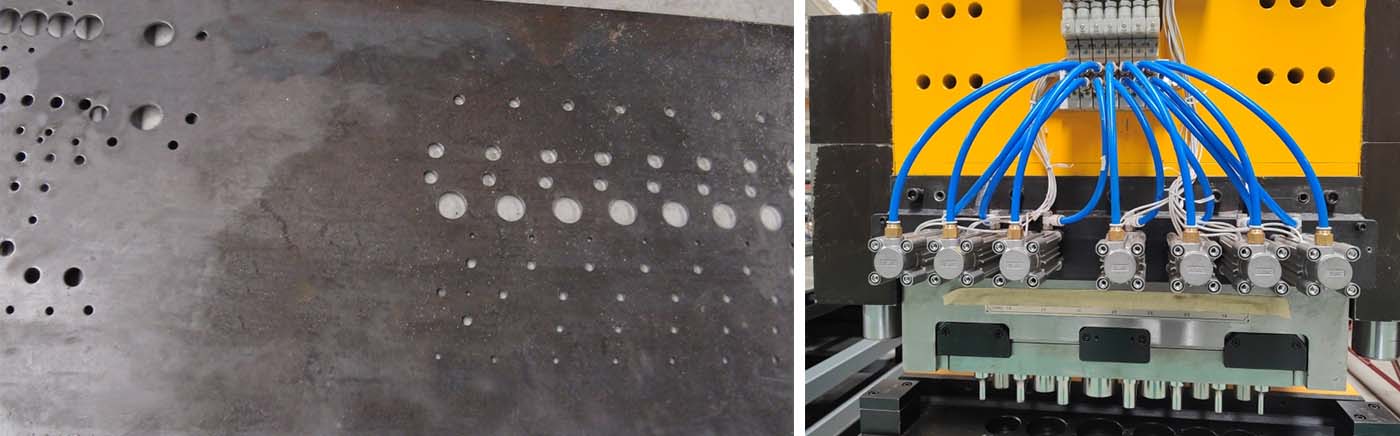
۸. موقعیت قالب پانچ دستگاه، چیدمان خطی دو ردیفه را اتخاذ میکند و حداکثر قطر پانچ ۵۰ میلیمتر است. پیستون سیلندر هیدرولیک، بلوک کشویی را که توسط دو راهنمای غلتکی خطی هدایت میشود، به بالا و پایین میراند که این امر، تراز دقیق قالب و پانچ را تضمین میکند و عمر طولانی دارد. انتخاب موقعیت قالب پانچ، روش هل دادن و کشیدن بلوک ضربهگیر سیلندر را اتخاذ میکند که مزایای تعویض سریع قالب، قابلیت اطمینان بالا و نگهداری راحت را دارد.
۹. مواد توسط سه گیره هیدرولیکی قدرتمند که میتوانند به سرعت حرکت کرده و مکانیابی شوند، محکم بسته میشوند. گیره میتواند با نوسان مواد بالا و پایین برود. فاصله بین گیرهها را میتوان با توجه به طول لبه گیره مواد تنظیم کرد.

۱۰. از مزایای زمان پردازش کوتاه، موقعیتیابی سریع، عملکرد ساده، فضای کف کمتر و راندمان تولید بالا برخوردار است.
۱۱. رابط کاربری کامپیوتر به زبان انگلیسی است که تسلط بر آن برای اپراتورها آسان است.
| NO | نام | برند | کشور |
| 1 | سی ان سیسیستم | زیمنس ۸۰۸دی | آلمان |
| 2 | سروو موتور وSدرایور اروو | زیمنس / پاناسونیک | آلمان / ژاپن |
| 3 | راهنمای حرکت خطی | هایوین/پیامآی | تایوان، ژاپن |
| 4 | پیچ توپی | من+ف/نیف | آلمان |
| 5 | سیلندر | اس ام سی/فستو | ژاپن / آلمان |
| 6 | رله حالت جامد | وایدمولر | آلمان |
| 7 | زنجیر بکشید | ایگوس/سیپیاس | آلمان / کره جنوبی |
| 8 | پمپ دو پره ای | دنیسون/آلبرت | ایالات متحده آمریکا |
| 9 | شیر هیدرولیک | آتوس | ایتالیا |
| 10 | خنک کننده روغن | تانگفی/لابر | چین |
| 11 | دستگاه روغن کاری | هرگ | ژاپن |
| 12 | قطعات الکتریکی ولتاژ پایین | اشنایدر | فرانسه |
توجه: موارد فوق تأمینکننده استاندارد ما هستند. در صورت بروز هرگونه مشکل خاص، در صورت عدم تأمین قطعات توسط تأمینکننده فوق، قطعات با همان کیفیت از برند دیگر جایگزین میشوند.



خلاصه مشخصات شرکت  اطلاعات کارخانه
اطلاعات کارخانه  ظرفیت تولید سالانه
ظرفیت تولید سالانه  توانایی تجارت
توانایی تجارت 





