








دستگاه حفاری CNC سری TD-1 برای لوله هدر




| مورد | نام | پارامتر | ||
| TD0308 | TD0309 | TD0608 | ||
| ابعاد و دقت ماشینکاری لوله هدر. | مواد هدر | SA106-C،12Cr1MoVG،پی۹۱،پی۹۲ (حداکثر سختی در جوش اتصال: 350HB | CS - SA 106 گرم B(حداکثر سختی در جوش اتصال 350HB است) | |
| محدوده قطر بیرونی هدر | φ60-φ350 میلیمتر | φ100-φ600 میلیمتر | ||
| محدوده طول هدر | ۳-۸.۵ متر | ۳-۷.۵ متر | ||
| محدوده ضخامت هدر | ۳-۱۰ میلیمتر | ۱۵-۵۰ میلیمتر | ||
| قطر حفاری (یکبار تشکیل) | φ10-φ64 میلیمتر | ≤φ50 میلیمتر | ||
| قطر پردازش لانه سازی (یکبار تشکیل) | φ65-φ150 میلیمتر | |||
| بخش مستقیم l از لبه بیرونیترین سوراخ تا انتها | ≥100 میلیمتر | |||
| سر تقسیم CNC | مقدار | 2 | 1 | |
| سرعت چرخش | 0-4r/min (CNC) | |||
| سکته مغزی عمودی | ±100 میلیمتر | ± ۱۵۰ میلیمتر | ||
| افقیسکته | ۵۰۰ میلیمتر | |||
| حالت نرخ تغذیه عمودی | اینچینگ | |||
| حالت سرعت تغذیه افقی | اینچینگ | |||
| سر حفاری و رم عمودی آن | سوراخ مخروطی اسپیندل حفاری | بی تی ۵۰ | ||
| دور در دقیقه اسپیندل | 30~3000 دور در دقیقه(قابل تنظیم بدون پله) | |||
| ضربه Z سر حفاری | حدود ۴۰۰ میلیمتر | حدود ۵00 میلیمتر | ||
| حرکت سر مته در جهت Y | حدود ۴۰۰ میلیمتر | |||
| حداکثر سرعت حرکت سر حفاری در جهت Z | 5000 میلی متر در دقیقه | |||
| حداکثر سرعت حرکت سر مته در جهت Y | 8000 میلی متر در دقیقه | |||
| حالت رانندگی | سروو موتور + بال اسکرو | |||
| گانتری | حالت درایو گانتری | سروو موتور + رک و پینیون | ||
| حداکثر حرکت محور x | 9m | |||
| حداکثر سرعت حرکت محور x | 8000 میلی متر در دقیقه | 10000 میلی متر در دقیقه | ||
| دیگر | تعداد سیستمهای CNC | 1 ست | ||
| تعداد محورهای NC | 4 | |||
| سازمان آزمایش | ۱ مجموعه | |||
| دستگاه فشار کمکی | ۱ مجموعه | |||
| دستگاه پشتیبانی | ۱ مجموعه | |||
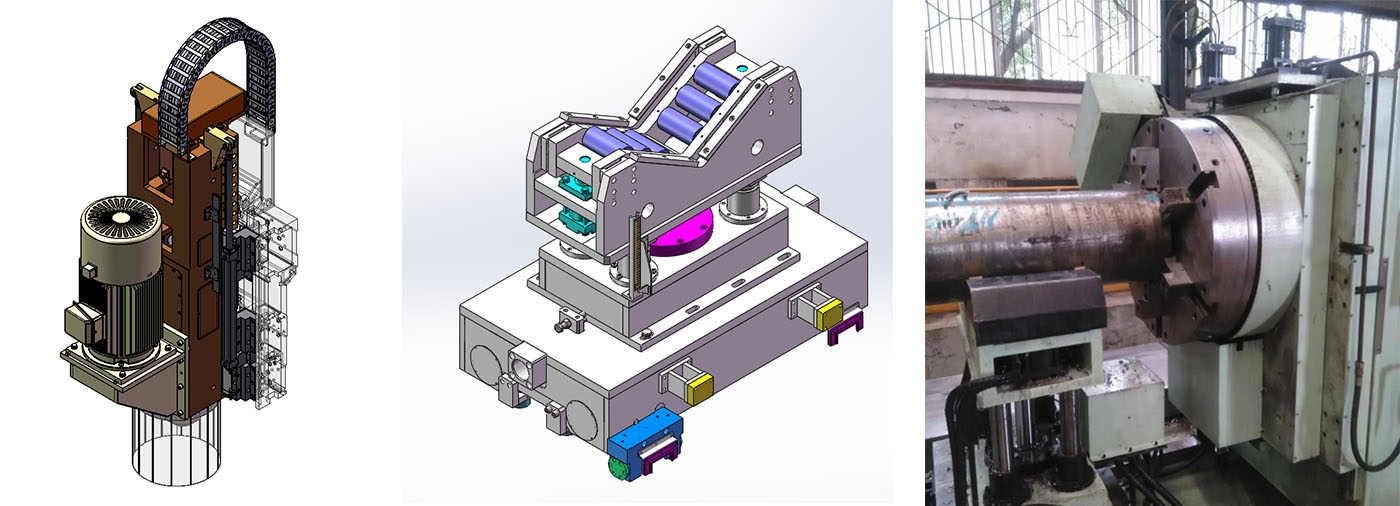
این دستگاه از پایه، گانتری، سر مته، سر تقسیم CNC، دستگاه پرس کمکی، دستگاه پشتیبانی، مخزن ابزار، سیستم تخلیه براده و خنک کننده، سیستم روغن کاری اتوماتیک و هیدرولیک، سیستم پنوماتیک و سیستم الکتریکی تشکیل شده است.
الف) سر حفاری و رم عمودی
سر مته توسط موتور فرکانس متغیر از طریق تسمه به حرکت در میآید. میله عمودی توسط راهنمای غلتکی خطی هدایت میشود، تغذیه عمودی توسط سروو موتور AC برای به حرکت درآوردن جفت پیچ ساچمهای هدایت میشود و حرکت سریع رو به جلو/پیشرو/توقف/تاخیر حاصل میشود.


ب. سر تقسیم CNC
سر تقسیم CNC در یک انتهای پایه دستگاه نصب شده است که میتواند به جلو و عقب حرکت کند تا بارگیری و تخلیه هدر را تسهیل کند. سر نمایه سازی مجهز به یک سه نظام هیدرولیکی سفارشی است که از یک بلبرینگ چرخشی دقیق با دقت انتقال بالا و گشتاور بزرگ استفاده میکند.

ج. حذف تراشه و خنک سازی
ناودان زیر پایه مجهز به یک نوار نقاله براده زنجیری مسطح است که میتواند به طور خودکار در انتها به داخل حامل خردهها تخلیه شود. پمپ خنککننده در مخزن خنککننده نوار نقاله براده تعبیه شده است که میتواند برای خنکسازی خارجی ابزار مورد استفاده قرار گیرد تا عملکرد حفاری و طول عمر مته تضمین شود. مایع خنککننده قابل بازیافت است.

د. سیستم روغن کاری
این دستگاه ترکیبی از سیستم روانکاری اتوماتیک و روانکاری دستی را برای روانکاری تمام قطعات دستگاه نیز به کار میگیرد که از عملیات دستی خسته کننده جلوگیری کرده و عمر مفید هر قطعه را بهبود میبخشد.
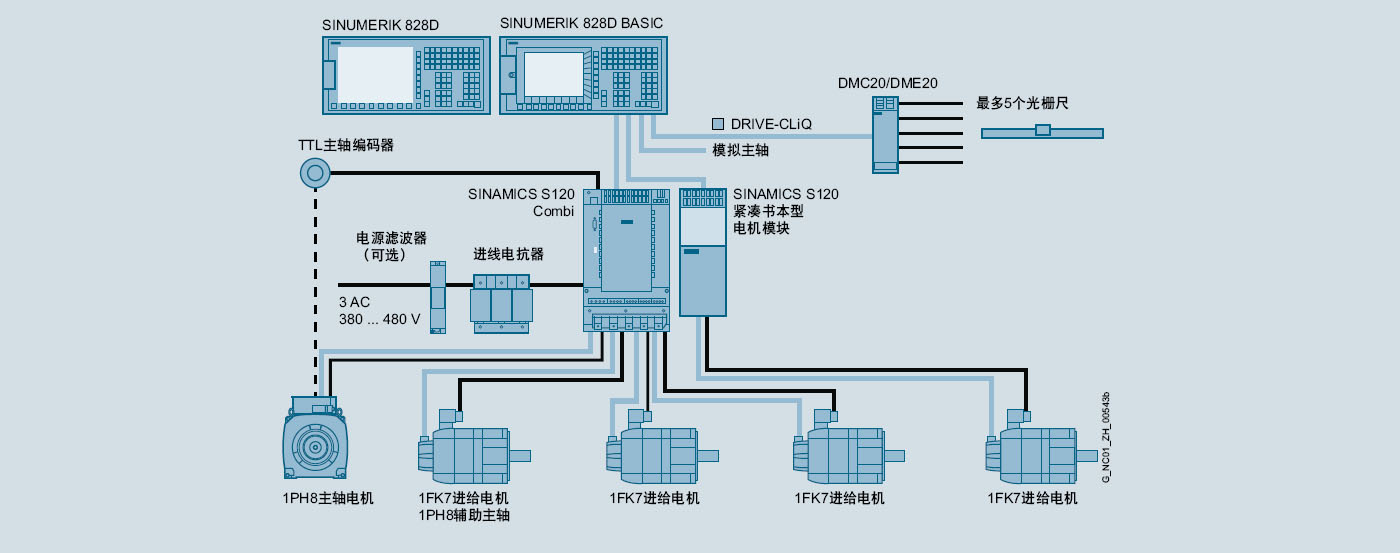
e. سیستم کنترل الکتریکی
سیستم CNC از سیستم CNC زیمنس SINUMERIK 828d استفاده میکند. SINUMERIK 828d یک سیستم CNC مبتنی بر پنل است. این سیستم CNC، PLC، رابط کاربری و حلقه کنترل اندازهگیری را با هم ادغام میکند.
| NO. | نام | برند | کشور |
| 1 | سی ان سیسیستم | زیمنس ۸۲۸D | آلمان |
| 2 | سروو موتور را تغذیه کنید | زیمنس | آلمان |
| 3 | Lریل راهنمای اینار | هایوین/پیامآی | تایوان، چین |
| 4 | کاهنده دقت محور X | آتلانتا | آلمان |
| 5 | جفت چرخ دنده و پینیون محور X | آتلانتا | آلمان |
| 6 | اسپیندل دقیق | کنتورن/اسپینتک | تایوان، چین |
| 7 | موتور اسپیندل | اسافسی | چین |
| 8 | شیر هیدرولیک | آتوس | ایتالیا |
| 9 | پمپ روغن | جاستمارک | تایوان، چین |
| 10 | زنجیر بکشید | سی پی اس | کره |
| 11 | سیستم روغن کاری اتوماتیک | هرگ | ژاپن |
| 12 | دکمه، چراغ نشانگر و سایر اجزای اصلی الکتریکی | اشنایدر | فرانسه |
| 13 | پیچ توپی | من+ف/نف | آلمان |
توجه: موارد فوق تأمینکننده استاندارد ما هستند. در صورت بروز هرگونه مشکل خاص، در صورت عدم تأمین قطعات توسط تأمینکننده فوق، قطعات با همان کیفیت از برند دیگر جایگزین میشوند.



خلاصه مشخصات شرکت  اطلاعات کارخانه
اطلاعات کارخانه  ظرفیت تولید سالانه
ظرفیت تولید سالانه  توانایی تجارت
توانایی تجارت 
